


Table of Contents
Automation is a driver of growth in the manufacturing industry. Manufacturers aim to achieve higher productivity and switch to cost-effective approaches; automation can do just that.
Nowadays, manufacturing has hit a new benchmark in terms of automation, with cutting-edge technology playing a significant role almost everywhere across the board. Top giants like Bosch, Siemens, and Caterpillar are leading the line, constantly coming up with innovative ideas for how to optimize their processes. In this article, we gathered the main automation trends in the manufacturing industry. Hopefully, some of them may apply to your business!
Increased use of autonomous mobile robots
Autonomous robots have appeared at dozens upon dozens of modern factories and have since taken over in taking care of a great share of monotonous tasks. AMRs can pick, pack and sort parts and production itself, transport goods, etc. This machinery isn’t just called “autonomous”: it has the capacity to act independently and make decisions on its own, thanks to artificial intelligence.
Thus, the manufacturers win in cost reduction, as significant parts of labor activity that previously demanded complete human involvement can now be fully or largely executed by robots. The employees’ safety also benefits as harmful or dangerous tasks can be successfully reassigned to robots, and humans won’t need to interact with dangerous equipment or access hazardous areas.
Usually, AMRs are divided into the following 4 categories:
- goods-to-person picking robots: they are usually used to move carts through the warehouses and other premises through flexible routes;
- self-driving forklifts: smart forklifts that can manage repetitive load-handling without any human involvement;
- autonomous inventory robots: another type of smart robot that can run inventory monitoring and count regularly, and hence, provide real-time data on inventory stocks;
- unmanned aerial vehicles: or simply, drones that help scan and monitor warehouse environments for the purposes of mapping, inventory monitoring, and safety reports.
According to Globe Newswire, the market of AMRs will only be growing worldwide, from 1.97 billion USD in 2021 to 8.7 billion USD in 2028. The lack of workforce caused by global pandemics pushed manufacturers to review their operations and resort to robotics as the main form of automation in manufacturing.
Internet of Things (IoT)
IoT is a promising technology that empowers the shift to global automation in manufacturing and other fields. Smart sensors that are the essence of IoT guarantee a seamless data exchange between machines, computers, and humans.
It creates a new stage in factory operations, when every process, from assembly lines to supply chains and distribution, can be monitored and analyzed. Manufacturers get data on the whole factory in real time and actually have an opportunity to make changes before equipment downtime or unwise resource usage occurs.
IoT brings the most value when combined with other frontier technologies like robotics, AI, etc. For example, the manufacturer can remotely change the program of the IoT-powered robot or get detailed log data on its performance.
Enterprise Resource Planning
ERP systems are vital for any business that strives for better performance and enhanced collaboration, but they’re particularly important for manufacturers. Enterprise resource planning software can help all the departments (sales, marketing, finance, manufacturing, supply chain—you name it), serving as a bridge within the single company and working as a common database. Depending on the access levels/permissions, employees can be granted access to the common data of the entire enterprise.

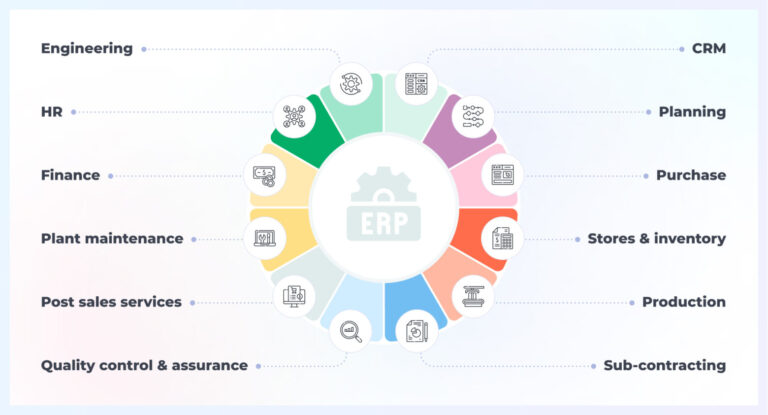
ERP software is a basis for automation in manufacturing, as it ensures that data storage and exchange will be efficient and accessible for everyone, so no more “data silos” or miscommunications! However, with a custom manufacturing ERP system, you can go even deeper:
- Integrated predictive analytics may help you get better insight into your manufacturing operations, downsides, and bottlenecks;
- IoT may help you overcome the main challenge and simplify data generation and management, as the data will be automatically transported to the ERP system and more likely to be uncorrupted since the human factor will be left out;
- Artificial intelligence may heavily impact accounting and finance, sales, and marketing by enabling chat-bots, thorough data analysis, and production planning.
An ERP tailored to your manufacturing needs can revolutionize your company’s performance by reducing expenses, improving productivity, and ensuring a data-driven approach to operations. Unfortunately, ready-made solutions rarely offer the level of customization needed to maximize the benefits of such software, but custom development, on the other hand, can definitely solve this problem. Altamira offers custom ERP development and implementation and an option to upgrade your existing legacy application if you have one.
Industry 4.0
The Fourth Industrial Revolution brought manufacturing to a whole new level of modernization as old-school plants were turned into smart factories — innovative, interconnected production facilities that leveraged cutting-edge technologies to the maximum.
The idea behind Industry 4.0 is to integrate connectivity and manufacturing automation technology into the four walls of any factory. The aforementioned IoT was the first sign of this trend when Germany started to research and fund the phenomenon we now call Industry 4.0. Nowadays, more and more smart factories appear in the US, European countries, and China.
Globally, the manufacturing industry is now moving towards total automation. It might take a long time to reach the level of factories described in science fiction, but a significant shift is already underway. Many products are now made with the help of robots, smart sensors, and various forms of AI.
It’s only logical that this trend will expand, and more companies will embrace new technologies—or else they won’t withstand the competition from others. The statistics actually claim the same: according to Mordor Intelligence, the global market of smart factories will grow from 270 billion USD in 2020 to 461 billion USD in 2026 — a more than twofold increase.
Expanded Use of Machine Vision
Machine vision is basically the capability to perceive and comprehend the environment. It requires one or a few cameras, analog-to-digital conversion (ADC), and digital signal processing (DSP). In the end, the computer is able to understand what objects or processes are happening around it and apply this data further so that other machines or humans can take all of the other necessary measures.
This technology is widely implemented in manufacturing. Machine vision enables computers to differentiate environments no worse than humans, but machines have a great advantage: they can do it faster, they don’t get tired, and they don’t lose acuity and focus.
Here are a few examples of the real applications of machine vision for automation in manufacturing:
- Barcode reading: barcodes are extremely important to streamline production, as with their help, systems may track every single product and its progress;
- Quality assurance: machine vision can detect defects and faults of the product before it gets out of the production line and send a notification to the respective employee;
- Ensuring safety: if machine vision gets a full view of the factory, it can detect not only the objects but people as well; whenever an employee enters a hazardous zone or is in jeopardy of injury, the system will notify the safety officer;
- Inventory management: the system can also keep a count of inventory levels, provide an exact count and inform ahead of time when any material is running out and needs restocking.
Want to know about the capacities of machines endowed with visual sense? Check our article on computer vision for more.
Artificial Intelligence & Machine Learning
Artificial intelligence and machine learning are other crucial solutions for Industry 4.0. Digital twins, robots, predictive maintenance, and many other widely spread technologies would not be possible without AI.
Manufacturers can now generate a large amount of data through IoT sensors, ERP systems, or other solutions. But without rapid and accurate cleaning and processing, the data loses its potential and transforms into dead weight. AI and ML can add value to the data, whether by forecasting, a thorough examination of current processes, or prototyping.
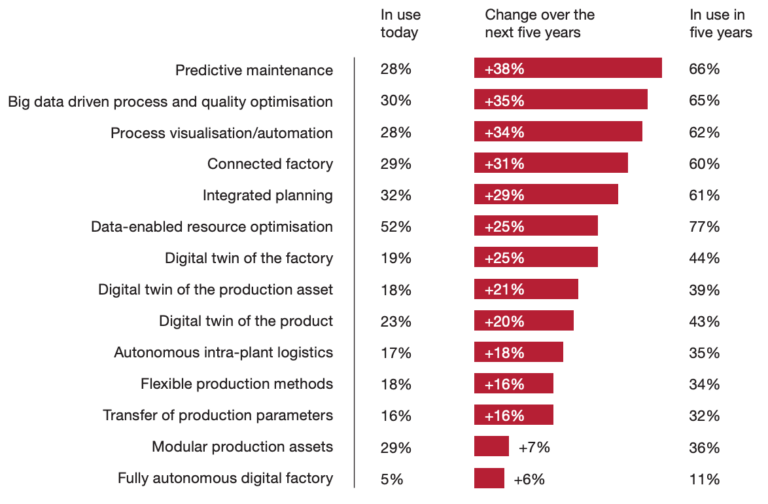
AI opens new opportunities for manufacturers to make their production smarter and centre their business decision-making around analysis and predictive approaches. Here are the most popular AI applications and how their importance is expected to grow further, according to PwC.

On the other hand, embracing AI is challenging for any company. Your main goal would be to establish and ensure three main points: seamless data management, employees’ ability to adapt, and the availability of necessary expertise in the AI field. Altamira may help you cover these objectives through the following means:
- We offer custom development of AI software, and our business analyst team approaches the question thoroughly: usually, we run big preliminary research on the Discovery stage, while also keeping in mind business considerations throughout the development;
- We can integrate AI and ML features into your existing business intelligence tools, facilitating your employees’ adoption of new technologies and reducing their stress and distrust of the new software.
Predictive Maintenance
Predictive maintenance is a game-changer in equipment support. It works at the junction of two main technologies, IoT and AI, and predicts when the machine is most likely to break down. By obtaining this information, manufacturers can run maintenance precisely and prevent downtime and accidents before they happen.
Usually, it works as follows: IoT sensors are installed on a certain piece of equipment. Based on the data gathered by the sensors, the system issues reports periodically. If any abnormality is detected, the system alerts employees or initiates the repair process.
In the end, predictive maintenance is one of the most cost-saving automation measures in manufacturing. According to the McKinsey Global Institute on the Internet of Things, it can save manufacturers at least 200 billion USD by 2025. Equipment downtime costs factories thousands of dollars every hour, so it’s in their best interest to avoid breakdowns that will block production.
Moreover, in addition to the benefits we’ve already mentioned, predictive maintenance guarantees that machines are safe and won’t cause any on-the-job injuries.
Supply Chain Technology
The supply chain is no less important than the factories themselves in the manufacturing industry. Plenty of mundane and repetitive tasks are involved that are prone to human errors, making it another candidate for manufacturing process automation.
Some even say that the future of supply chain and logistics will be determined by automation, and we would like to side with that thought. COVID-19 unlocked the potential of these trends, revealing that this industry is ready for and in dire need of technical reinvention of the core processes.


With the same stack of technologies we are talking about here, the supply chain can automate its three main parts:
Back office
Implement automatic document procurement, employee onboarding, accounts receivables management, etc.
Transportation
Monitor the movement of your goods and vehicles in real-time, predict possible delays and use autonomous trucks and drones to reduce delivery time and gain more flexibility.
Warehouse
Establish efficient data flow to keep track of the inventory. This way, you can identify out-of-stock goods faster and swiftly replenish them before they become a problem. Finally, optimize the usage of space.
Automate Your Production with Altamira
Altamira is an experienced vendor for manufacturing companies. Our business analysts can help you navigate the world of automation and choose the most suitable options for your business, while our development team can provide you with sufficient expertise to develop and implement cutting-edge solutions for your factory.
We can facilitate the implementation of the manufacturing automation technology with:
- ERP development, upgrading, or integration with additional technologies;
- IoT-powered software development to maximize the value of your hardware pieces;
- Implantation of AI-related services for manufacturing: robotic process automation, predictive maintenance, computer vision, and sensor data analytics.
Here are some of our major cases in this field
A highly functional application for manufacturers of concrete materials that automates repetitive tasks of data management and implements full lifecycle tracking to every component of every project.
Order management system
For the manufacturer and installer of special parts for public service transport such as ambulances or police cars; the custom-developed system automates the link between the company and client, significantly reducing the time required for this link-up process.
Through this app, users may order a drone flight service and remotely manage the camera on the drone; though the app wasn’t created for manufacturing purposes, we can transfer our experience to develop software for drones at your factory or warehouse.
Whether you need to develop web or mobile software, we got you covered. Our tech stack includes the following technologies.
| Specialization | Tech stack |
|---|---|
|
Back-end |
Python, PHP, Node.js, Laravel, Yii |
|
Front-end |
JavaScript, Angular.js, Vue.js, React.js |
|
Android development |
Kotlin, Java, Android SDK |
|
iOS development |
Swift, IOS SDK
|
|
Cross-platform development |
Flutter |
In conclusion
Automation is a big leap in the new age of manufacturing. No more losses due to negligence, human errors, or inefficient human management. Instead, manufacturers have great opportunities to speed up the production cycle, eliminate the human factors by wisely and correctly automating and streamlining processes, thereby achieving greater productivity and quality by adopting these new technologies.
Automation in manufacturing is already a proven recipe for market dominance, so maybe it’s time to cross this line at last?
FAQ
Main trends include the implementation of cutting-edge technologies like AI and the Internet of Things that automate routine tasks and make machines and software handle and be responsible for them instead.
The most common examples are predictive maintenance, digital twins, collaborative robots, and automotive vehicles.
For success in this process, a factory usually needs to partner with experts in the field who can provide them with the necessary technologies and help them implement those technologies. In most cases, a good option is to hire a software vendor who will take care of custom software development for you.